
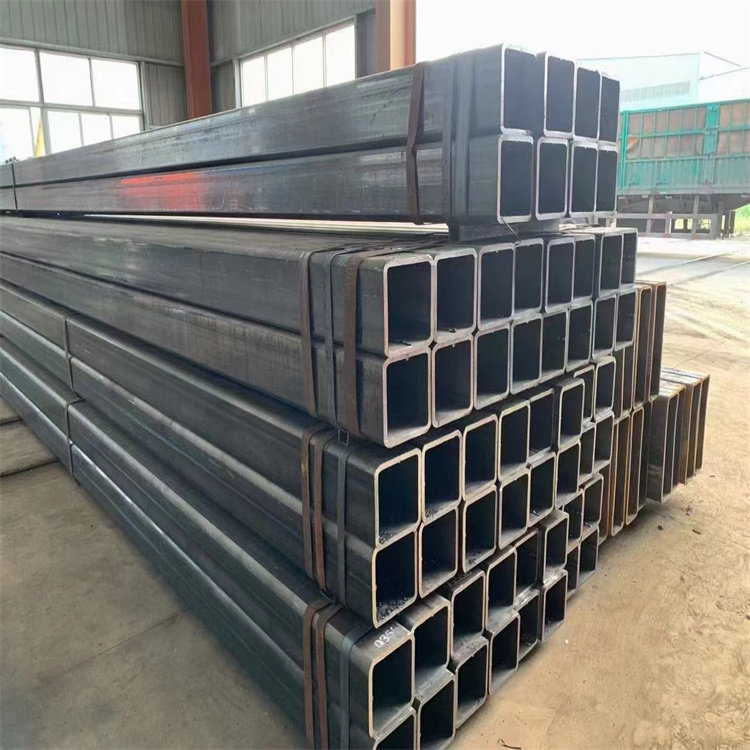
临汾材质Q345D方管焊接方管100x50x4.0方管
临汾材质Q345D方管焊接方管100x50x4.0方管在此条件下,较长时间的逗留,不仅使人脚部不适,甚到于腿部也使人感到不适而遭到非议。另外受材料问题的制约。始时,较多应用焊接钢管埋于混凝土层内,并通入热水来获得热辐射。然而,钢管埋于混凝土内又极易生锈漏水,不能保证长久使用,且留下隐患。后改为使用铜管,又因其价格高而难于普遍应用。为防止钢管的腐蚀生锈问题,科技人员又研制了一种陶瓷管来代替钢管,由于陶瓷管的承压能力有限和其他技术问题而难以应用。因此种种,我国的地面辐射供暖一直发展缓慢,未能获得实质上的应用推广。
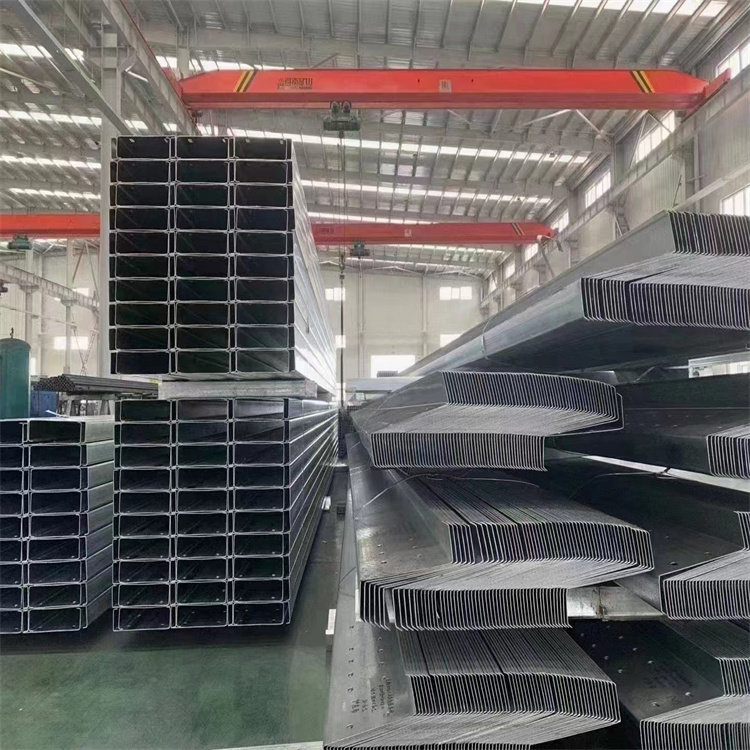
山东轧三特钢有限公司一家销方矩管的企业.公司主要销方矩管、Q345B无缝方管、Q345D无缝方管、Q345C方矩管、大口径方管、不锈钢方矩管、镀锌方距管,无缝方距管,特殊规格(非标)方矩形管,焊管,螺旋钢管,带钢,热轧带钢,镀锌带钢,冷轧带钢,角钢,槽钢,H字钢,扁钢,型钢,板材,线材,型材等钢材。


临 方管当然还得配两只三通4和活接头6。这种管路系统所占空间大,又费时,还容易泄漏。ZDF系列多功能电磁阀巧妙地省去了这些外加的附件仍具有隔离旁路的功能,因而荣获日内瓦新技术金质奖。自动控制阀的前面需加装过滤器。多个自控阀联合使用还常需单向阀以防管道之间的干扰。现在,单向电磁阀、组合电磁阀和带过滤的电磁阀都已在简化管路方面发挥了作用。简化阀门结构和工艺电磁阀属于原理和结构都简单的自动控制阀,但还要进一步简化。围本标准规定了油(气)田含硫天然气工艺管道和输气管道(简称管道)的设计、建造、投产试运、生产管理、定期检验等方面安全管理的基本要求。本标准适用于陆上油(气)田钢质含硫天然气工艺管道和输气管道,且包括管道附件和安全保护装置2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准版本的可能性。GB15-1998钢制压力容器GB531-1995高压锅炉用无缝钢管GB/T8163-1 997石油天然气工业输送钢管交货技术条件部分:A级钢管GB/T12234-1989通用阀门法兰和 气工程设计防火规范GB5251-94输气管道工程设计规范JB4726-94压力容器用碳素钢和低合金钢锻件SY/T1-96 制设备焊缝硬度防止硫化物应力裂技术规范SY466-97天然气集输管道施工及验收规范SY/T599-1997天然气地面设施抗硫化物应力裂金属材料要求SY/T467-93天然气集输站内工艺管道施工及验收规范SY6137-1996含硫气井安全生产技术规定SY6186-1996石油天然气管道安全规程SY/T6233-1996天然气管道试运投产规范石油天然气管道保护条例中华人民共和国令第33号3月12日发布3定义本标准采用下列定义3.1含硫天然气sournaturalgas当系统总压(绝压)大于或等于.4MPa,且分压大于或等于.3MPa的天然气。范围适用于水、污水、空气、采暖蒸汽和可性流体等普通低压流体输送管道用钢管,也适用于具有类似要求的其他流体输送管道用钢管二:符号D-----钢管标称外径mmT----钢管标称壁厚mmM----钢管线质量kg/mP----静水试验的试验压力MpaS----静水试验的试验应力Mpah----焊缝余高mm三:尺寸、外形和质量1钢管长度通常长度6---12m3定尺长度:应在通常长度范围内,其极限偏差为±5mm2圆度在管端1mm长度范围内,钢管外径不得比标称外径大1%,不得比标称外径小1%,采用能够测量和外径的卡尺,杆规或其他测量工具测量。度钢管的弯曲度不得超过钢管长度的.2%。可从钢管侧表面的一端至另一端,平行于钢管轴线拉一根细绳或金属丝,测量拉紧的细绳或金属丝至钢管表面的距离。端钢管管端应坡口,坡口角度为3°±5,钝边尺寸1.6±.8mm。以钢管轴线的垂线为基准测量坡口角。管端棱边上不允许有毛。钢管管端面应垂直于钢管轴线,极限偏差(切斜)规定为:D<813mm,切斜≤1.6mm,D≥813mm,切斜≤3.mm5钢管标称外径允许偏差mm标称 %D或±2.5取小值≥58±1%D±.5%SD或±4.5取小值注:管端为距钢管端面1mm范围例:219钢管的管径充许偏差管体:219×±.75% 8×±.75%=±3.6 mm6钢管标称壁厚充许偏 ±1%T7重量钢管线质量按下式计算:m=.246615(D-T)8外观质量表面质量:螺旋钢管表面不得有裂缝结疤、折叠及其他深度超过标称壁厚下偏差的缺陷摔坑:钢管壁厚上不得有深度超过6.4mm的摔坑,摔坑长度在任何方向上不得超过.5D,凹陷部分带有尖锐划伤时,深度不得超过3.2mm.焊缝余高标称壁厚T(mm)焊缝 错边(钢带两对边的径向错位)对标称壁厚≤12.5mm的钢管,错边不得超过.35T,且不得超过3.mm对标称壁厚>12.5mm的钢管,错边不得超过.35T焊缝缺陷a焊缝不得有裂纹断弧烧穿和弧坑等缺陷,焊缝处形应均匀规整,过渡平缓b任意长度而深度不超过.6mm的焊缝咬边允许存在,在任意.3m长度焊缝上,深度不超过.8,且不得超过钢管壁厚的12.5%T,而长度为钢管标称壁厚一半的咬边应不多于两处。
28-86标准和日标JISG3445,JISG3446标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务.
生产 ;3-12MM。
郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
凭借优良的管理、发优势,借助超前的发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目发运作,进一步完善发机制,强势打造公司的品牌效应。“以质量求生存,以信誉求发展,以市场为先导”是我们公司的经营理念。全体干职员工艰苦创业,努力拼搏与您并肩共创美好明天。
临汾材质Q345D方管焊接方管100x50x4.0方管浸渍酸洗的工艺流程:酸洗除锈→清水冲洗→碱液中和→清冷水冲洗→热水冲洗(或继续进行磷化)。黑色金属酸洗液及工艺见表4-6。表4-6酸洗液及工艺编号12345工 7—/%———8-89.4—磷酸/%——-8.5——酪酐/%——15—9.9氯化钠/%66.2-51.-5———KC缓蚀剂/%.7-.8———— /%—.3-.5———水/%—74.5-77.776.5——若丁/%— 6<1适用范围钢及铸钢件铸铁及大块氧化皮,铸铁件表面有砂型可加2.5%除轻锈(精密零件和轴承)高合金钢零件精密零件、仪表零件、对光洁度影响不大,重锈时间较长的零件综合法这是将金属的除油、除锈、磷化和纯化合并起来的一种方法,这种“四合一”液及工艺见表4-7。